研究会・WG
2024年度10月2日~6日実施 Climeworks社、Airhive社など見学報告
大気中からのCO2回収及び固定・利用に関する社会実装モデル等に関する調査を目的として、Climeworks社(アイスランド)、Airhive社(イギリス)を訪問しました。
◇Climeworks Mammoth工場見学、意見交換(10月2日(水))
 |
|
| Climeworks社は、スイスに本社を持つDAC技術を保有する企業。彼らのDAC技術は、アミン吸収法でCO2を吸収し、高温(100度)で脱着、回収。第一の訪問先は、 アイスランドの首都レイキャビクから車で30分ほどに位置するヘリシェイディにある稼働中の商業プラントとしては最大の DAC施設、Mammoth工場。 Mammothは訪問した2024年10月時点で未完成(2025年完成予定)で、12/72のモジュールが稼働中。完成後の総回収量は年間36,000トンが見込まれる。マイクロソフトなどの多量のCO2を排出する企業を顧客に持ち、彼らのためのCO2吸収を担っている。 |
|
 |  |
|
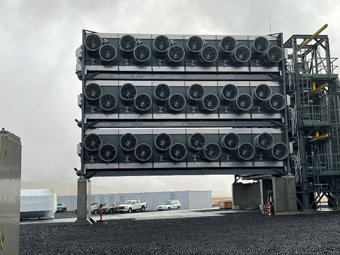
大気からCO2回収する DAC装置はコレクターコンテナと呼ばれるモジュールで構成。1モジュールはコンテナほどの大きさ。 |
【モジュールの空気吸入側】3台のモジュールが重なって(先代のOrcaは2台)、ウィングのように設置されている。各モジュールには6つのチェンバーがある。 |
 |  |
|
【モジュールの空気排出側】各チェンバーにはアミン系の固体フィルターが設置されている。吸収100分+脱離20分で1サイクル。脱離は1部屋ずつ順番に行われ、他の5部屋はその間にCO2を吸収。 |
個体フィルターに蒸気を供給し、熱(80~120度)を加えることで、CO2を脱着、回収。蒸気や電気に係るエネルギーは、アイスランドの電力会社ON Powerとの連携により、隣接するヘリシェイジ地熱発電所から供給されている。 |
 |  |
|
敷地内のCO2貯蔵用の井戸の様子。 |
コストは、DACでの重要課題だが、技術開発により回収能力の高効率化、エネルギー消費量の削減、吸収剤寿命の延長などでコスト削減をめざす。 |
◇Airhiveラボ見学、面談(10月3日(木))
Airhive社は、2022年に起業したばかりの英国のスタートアップ企業。本現地調査では、英国(ロンドン)にある同社のラボ兼オフィスを訪問。
流動床技術(Fluidisation)を利用したDAC技術の開発。炭素を吸着する天然鉱物の粒子が、流動床システム内で高速で流動すると、二酸化炭素分子と衝突して乱流がおこる。これにより吸着剤は表面積が増加し、さらに吸収効率が上がる。理論的には、99%のCO2を吸収することが可能。吸着剤を加熱することによりCO2を脱着。吸着剤は再生可能。システム全体は電力により稼働するので、100%再生可能エネルギーを使用することでネガティブエミッションが達成できる。吸着効率が高く小さい規模で運用できる利点がある。実際に年間1000トン回収する設備はラボ内に設置できる規模である。ただしい、湿度により効率は変動する。
CAPEXは 約130ドル/ton-CO2。今後の改良により55~60ドルになる可能性もあり、より安価に産業用にCO2を提供できると考えている。例えば、西ヨーロッパのコカ・コーラの場合、年間20万トンのCO2、北米では食品・飲料のCO2市場は400億ドルに匹敵する20メガトン。
最初の商業プラントでは年間10,000トンのモジュールを計画している。
◇CO2RE Director Dr.Smith 面談(10月4日(金))
CO2REというネガティブエミッション技術の実証および普及を目的としたプロジェクトのエグゼクティブディレクターであるオックスフォード大学Dr. Steve Smithを訪問。
CO2RE は、英国の研究評議会が出資する学術プロジェクト。主な研究分野は以下の3つ。
- 環境規制や環境政策に関する調査を行い、今後のCO2removal普及のための政策に資する。
- エネルギーシステムモデル、土地セクターモデルなどのモデルを検証し、英国政府や民間企業が気候目標を達成するために用いるモデルへの反映について検討。
- 様々な技術のモニタリングや測定方法を調査し、環境目標との適合性を検証。 政策については、炭素差金決済取引(Carbon Contracts for Difference、CCfD)を通してBECCSやDACCSを支援し、結果的にCO2の1トン当たりの支払いを保証する。またこれを英国の排出量取引制度に含めることも検討している。
以上
- 会員専門ページ
-
1. LCAデータベース2. 講演資料閲覧

- 研究会・WG
- 1. 現在活動中の研究会
- マスバランス研究会
- GHG削減貢献量算定研究会プラス
- 2. 過去の研究会
- LIME3活用WG
- 「プラスチックのリサイクルを考えるII」研究会
- GHGの削減貢献量算定研究会
- 「プラスチックのリサイクルを考える」研究会
- SDGsとICT
- 「LIME3活用検討」研究会パート2
- LIME3活用検討
- 組織のLCA
- 容器包装の環境効率
- SCOPE3と組織のLCA
- ICT事業の組織のLCA
- 電子書籍
- ICTと生物多様性
- LIME2活用検討パート3
- ファクターX標準化
- ICT
- LIME2活用検討パート1・2
- プロジェクト
- NETs研究プロジェクト
- 自治体の気候行動計画立案支援プロジェクト